What is Silicone Rubber and Its Applications in Industry?
Silicone Rubber is a versatile synthetic material widely used in various industries. Expert Dr. Emily Kern, a leading authority in polymer science, states, "Silicone Rubber's unique properties make it ideal for both industrial and consumer applications." This statement highlights its significance, as it combines flexibility with durability.
In the automotive industry, Silicone Rubber is essential for gaskets and seals. Its resistance to heat and chemicals ensures reliable performance. However, not all Silicone Rubbers are created equal. Some formulations may not withstand extreme conditions or may break down over time. This can lead to potential failures in critical applications.
Healthcare also benefits from Silicone Rubber's biocompatibility. It is used in medical devices and implants. Yet, there are ongoing discussions about long-term safety and regulatory standards. As industries continue to explore this material, understanding its limitations is crucial for innovation. Silicone Rubber is more than just a product; it represents both opportunity and challenge in modern manufacturing.

What is Silicone Rubber?
Silicone rubber is a versatile material, widely used in various industries due to its unique properties. It is known for its excellent temperature resistance, ranging from -50°C to 250°C. This makes it ideal for applications in extreme environments, such as automotive, aerospace, and medical fields. According to a report by Grand View Research, the global silicone rubber market was valued at over $10 billion in 2022 and is projected to grow steadily.
The composition of silicone rubber includes a matrix of siloxane bonds, providing flexibility and durability. This material shows remarkable resistance to UV light, ozone, and weathering, making it suitable for outdoor applications. Industries such as construction benefit significantly from silicone rubber, particularly in sealants and gaskets. However, it is crucial to note that not all silicone rubbers perform the same. Variations in formulation can lead to different levels of effectiveness, highlighting the need for careful selection.
While silicone rubber is celebrated for many advantages, challenges remain. Its lower tensile strength compared to some other elastomers can be a drawback in high-stress applications. Moreover, recycling silicone rubber is still a nascent field, causing concerns about environmental impact. Industry experts urge ongoing research to improve both application methodologies and recyclability, fostering a more sustainable approach.
What is Silicone Rubber and Its Applications in Industry?
| Property |
Description |
Applications |
| Temperature Resistance |
Withstands high temperatures up to 300°C (572°F) |
Used in automotive gaskets and seals |
| Chemical Stability |
Resistant to many chemicals and solvents |
Applied in medical devices and laboratory equipment |
| Flexibility |
Maintains flexibility in low temperatures |
Used in seals, tubing, and components in appliances |
| Electrical Insulation |
Excellent electrical insulating properties |
Utilized in electrical components and automotive parts |
| Durability |
Long-lasting and resistant to aging |
Used in construction and outdoor applications |
Properties and Characteristics of Silicone Rubber
Silicone rubber is renowned for its exceptional properties. Its resistance to extreme temperatures is unparalleled. It remains stable from -55°C to 300°C. This wide temperature range makes it suitable for various industrial applications. Additionally, silicone rubber is highly flexible. It can maintain its shape after compression. These characteristics allow it to be used in automotive seals, gaskets, and electrical insulation.
Another key feature of silicone rubber is its chemical resistance. It can withstand exposure to oils, water, and steam. This resistance is crucial in the food and pharmaceutical industries. According to a report by MarketsandMarkets, the global silicone elastomers market is projected to reach $7.5 billion by 2025. This highlights the material's growing importance across sectors.
Tips: When selecting silicone rubber for your application, consider environmental exposure. Different formulations offer varying levels of durability. Testing the material in real-world conditions is often overlooked. This can lead to unexpected failures. Always evaluate your specific requirements to make an informed choice.
Common Applications of Silicone Rubber in Various Industries
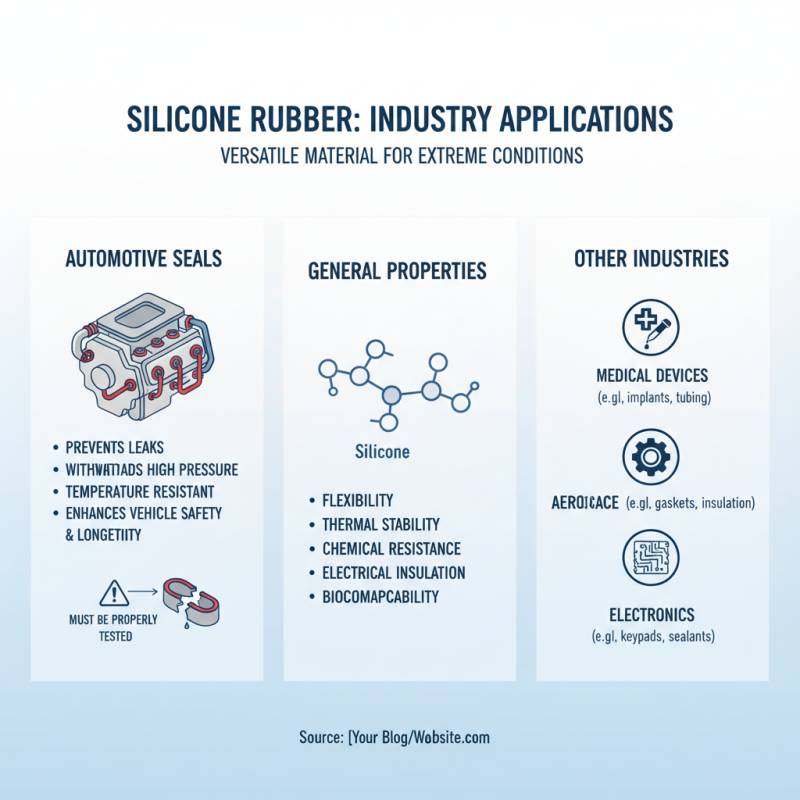
Silicone rubber is a versatile material widely used across various industries. Its flexibility and resistance to extreme temperatures make it ideal for many applications. In the automotive sector, silicone rubber seals prevent leaks and withstand high pressures. These seals ensure the longevity and safety of vehicles. However, not all silicone seals perform equally well under every condition, which can lead to potential failures if not properly tested.
In the medical field, silicone rubber is essential as it is biocompatible and easy to sterilize. It is commonly used in medical devices, such as tubing and implants. This material reduces the risk of infection. Yet, some silicone products may degrade over time, raising concerns about their long-term safety in patient care. Continuous monitoring and advances in material science are needed to enhance their reliability.
Moreover, silicone rubber is widely employed in the consumer goods industry. Kitchen utensils and bakeware made from silicone provide non-stick advantages and easy cleaning. However, their durability varies, and lower-quality silicone can leach chemicals when heated. Consumers should be cautious about their purchases to ensure product safety. These examples illustrate the diverse uses and challenges of silicone rubber in modern industries.
Advantages of Using Silicone Rubber Over Other Materials
Silicone rubber has gained popularity in various industries due to its unique properties. One significant advantage over other materials is its exceptional temperature resistance. Silicone rubber can withstand temperatures from -60°C to 230°C, making it ideal for applications in automotive and aerospace sectors. According to a market research report by Grand View Research, the global silicone rubber market is expected to grow by 4.4% annually through 2025. This highlights its increasing relevance in industrial applications.
Another critical advantage of silicone rubber is its chemical stability. Unlike many organic materials, silicone is resistant to moisture, UV radiation, and extreme weather conditions. This durability ensures a longer lifespan of products made from silicone rubber. Industries such as food processing benefit from this property, as silicone materials comply with safety regulations while maintaining performance. However, one must acknowledge that silicone can be more expensive than traditional materials. Evaluating cost versus longevity is essential when considering its use.
Finally, silicone rubber's versatility sets it apart. It can be easily molded into various shapes, catering to diverse applications, from seals to gaskets. While the material has undeniable advantages, challenges remain in its production efficiency and recycling processes. Continued innovation will be crucial in addressing these concerns while maximizing silicone rubber's potential in industrial applications.
Applications of Silicone Rubber in Various Industries
Future Trends and Innovations in Silicone Rubber Applications
Silicone rubber has gained significant traction in various industries due to its unique properties. Its flexibility, heat resistance, and chemical stability make it ideal for a range of applications. As industries evolve, new trends are beginning to shape the future of silicone rubber.
One exciting innovation is the development of bio-based silicone rubber. This sustainable option reduces reliance on petroleum-based materials. It appeals to environmentally conscious manufacturers. There is also increasing interest in smart silicone materials embedded with sensors. These materials can monitor conditions, enhancing performance in real-time applications.
The automotive and medical sectors are leading the charge in silicone rubber advancements. In automotive manufacturing, lightweight silicone parts improve energy efficiency. In medical applications, silicone's biocompatibility is crucial for device safety. However, the rapid pace of innovation raises questions. Are these new materials as durable as their predecessors? Further research is needed to ensure reliability while maximizing performance.