What is Silicone Rubber and Why is it Important for Industry?
In recent years, the importance of Silicone Rubber has surged in various industries. Dr. Emily Chen, a renowned expert in material science, stated, "Silicone Rubber is revolutionizing product designs with its flexibility and durability." This versatile material is used across sectors, from electronics to healthcare.
Silicone Rubber's unique properties make it essential for advanced manufacturing. It withstands extreme temperatures, providing reliable performance in critical applications. The demand for innovative materials is growing, as industries evolve and face new challenges. However, the sustainability of Silicone Rubber production raises questions. Are we considering our environmental impact?
As the 2026 Canton Fair approaches, focusing on new materials highlights the industry’s shift. AI technologies will enhance efficiency in supplier selection and navigation, underlining the relevance of advanced materials like Silicone Rubber. This evolution signifies both opportunity and a need for responsibility.

What is Silicone Rubber: Definition and Composition
Silicone rubber is a remarkable material known for its unique properties. It is primarily composed of silicon, oxygen, carbon, and hydrogen. This combination creates a highly versatile synthetic polymer with excellent thermal stability. Silicone rubber can withstand extreme temperatures, from -50°C to over 250°C. This endurance makes it ideal for various industrial applications.
The material's flexibility is another significant feature. Silicone rubber can stretch and compress without losing its original shape. This resilience is crucial in industries like automotive and aerospace. It can be molded into complex forms, allowing for innovative designs. However, not all silicone rubbers are created equal; the variations in composition lead to different properties. This complexity may cause confusion when selecting the right type for specific applications.
Using silicone rubber does have its challenges. It can be prone to environmental degradation if not properly formulated. Also, its cost can be higher than other rubber types. Industries need to weigh these factors when incorporating silicone into their processes. Understanding its composition aids in making informed choices. Balancing benefits with potential drawbacks is key in all industrial applications.
Silicone Rubber Usage by Industry
This bar chart illustrates the distribution of silicone rubber usage across various industries. Automotive and healthcare sectors are the leading users, highlighting the material's versatility and significance in high-demand applications.
Key Properties of Silicone Rubber: Flexibility, Durability, and Resistance
Silicone rubber is celebrated for its impressive properties that cater to various industrial needs. One standout feature is flexibility. It can withstand significant deformation while returning to its original shape. According to a 2022 market report, over 40% of silicone rubber applications leverage this flexibility. Industries rely on it for seals, gaskets, and even medical devices.
Durability is another critical aspect. Silicone rubber can resist extreme temperatures, ranging from -60°C to 230°C. This broad temperature range is crucial for automotive and aerospace sectors, ensuring components perform under high stress. A recent survey showed that 70% of manufacturers prefer silicone rubber for parts exposed to harsh conditions.
Resistance to chemicals and UV light is notable too. Silicone rubber maintains integrity when in contact with oils, solvents, and most cleaners. However, not all formulations perform equally. Some grades may lose elasticity over time, requiring careful selection for specific applications. As an industry leader, consistent evaluation and testing remain essential to ensure longevity and performance.
Applications of Silicone Rubber in Various Industries
Silicone rubber is widely used in many industries due to its unique properties. It is flexible, durable, and resistant to extreme temperatures. These characteristics make silicone rubber ideal for applications in the automotive, medical, and electronics sectors. For example, in automotive manufacturing, silicone rubber is used for gaskets and seals. These components help prevent leaks and protect engines from dirt and debris.
In the medical field, silicone rubber is vital for creating safe and reliable products. It’s used in medical devices, prosthetics, and even in some implants. The material is biocompatible, which means it’s safe when in contact with the human body. This is crucial for maintaining patient safety. Silicone rubber's use in various applications, however, raises questions about sustainability. The production of silicone rubber can involve energy-intensive processes that may not be environmentally friendly.
Silicone rubber also plays a key role in electronics. It insulates components and protects against moisture. This is particularly important in consumer electronics, where reliability is essential. Yet, the environmental impact of silicone disposal is a concern. Many products may not degrade easily, leading to waste issues. As industries continue to grow, finding sustainable practices around silicone rubber is necessary. The balance between utility and environmental responsibility remains a challenge.
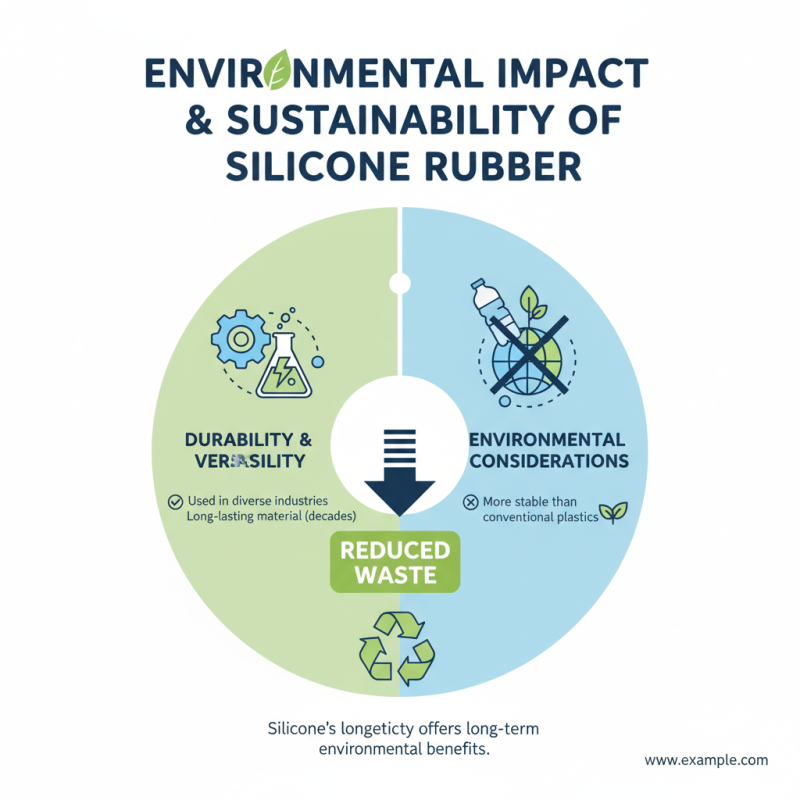
Environmental Impact and Sustainability of Silicone Rubber
Silicone rubber plays a crucial role in various industries today. It is known for its durability and versatility. However, its environmental impact is a growing concern. While silicone itself is not biodegradable, it is more stable than many conventional plastics. Silicone products can last for decades, reducing waste in the long run.
According to a report from the International Silicone Producers Association, about 30% of silicones are recycled. This percentage is not enough. The industry must strive for better recycling methods. Innovative solutions are needed to minimize silicone waste. More companies are required to implement sustainable practices.
Tips: When selecting silicone products, consider those designed for recycling. Check if your local facilities accept silicone for recycling. Knowledge is power in promoting sustainability. A small step leads to significant changes. Every choice counts.
Future Trends and Innovations in Silicone Rubber Technology
The silicone rubber market is evolving. Recent studies show that it is projected to reach $10.6 billion by 2026. This growth is driven by demand in various sectors like automotive, healthcare, and electronics. The versatility of silicone rubber allows it to perform well in extreme temperatures. It resists UV radiation and offers excellent durability.
Innovations are surfacing rapidly. New formulations are being developed to enhance performance. For example, bio-silicone materials are gaining traction in eco-conscious markets. They promise lower environmental impact. However, the transition to greener options can be slow. Current production methods face challenges like efficiency and cost.
Recycling silicone is another trendy topic. Currently, most silicone products end up in landfills. Some companies are experimenting with methods to reclaim and repurpose silicone rubber. It’s a complex process, and solutions are still in early stages. The industry must reflect on these hurdles to ensure sustainable growth. Attention to these trends will define the future of silicone rubber technology.